|
���̣�Programming���Ǿ�����������ĺ��Q������Ӌ��C���a��Qij�����}����ij��Ӌ���wϵҎ��һ�����\�㷽ʽ��ʹӋ���wϵ����ԓӋ�㷽ʽ�\�У�����K�õ������Y�����^�̡�����ʹӋ��C�܉����⣨understand���˵���D����ͱ�회����Q�Ć��}��˼·���������ֶ�ͨ�^Ӌ��C�܉��������ʽ���VӋ��C��ʹ��Ӌ��C�܉�����˵�ָ��һ��һ��ȥ���������ij�N�ض����΄ա��@�N�˺�Ӌ���wϵ֮�g�������^�̾��Ǿ��̡� ����߀����ʹ������PLC����ܛ��GX Developer����Ӌ�rָ���?߀�����������s�o����С��һ���W��һ������PLC����ܛ��GX Developer����Ӌ�rָ��ķ���Ŷ��ϣ��ͨ�^��ƪ�̵̳ČW�������Ԏ�������ҡ� �������ȣ��҂���X0ݔ�������Ӌ�r�_ʼ��̖����PLC�Ȳ����յ�Ӌ�r��̖�r��λܛԪ��X1��ͨ������ĸ��ֱ̎��ݔ��“ld x0”���������ΈD��ݔ�롣 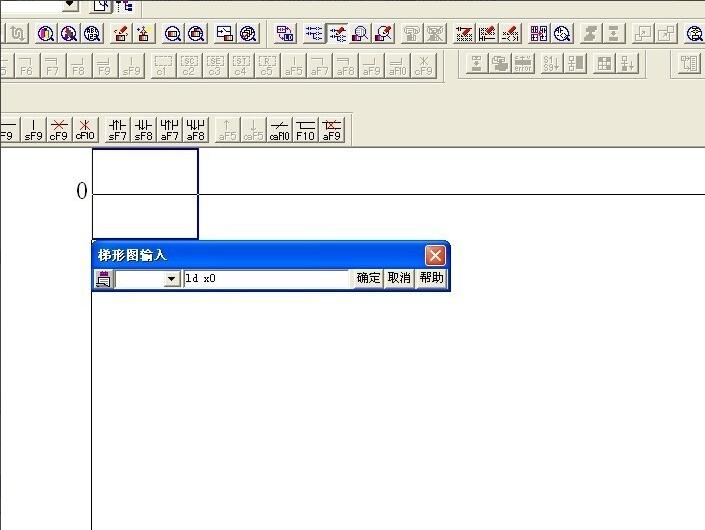 �����҂���T0����PLC�Ȳ�Ӌ�r�����˕r��ע��Ӌ�r������ͣ�T0��T199��ʾ100msͨ�ö��r����T200��T2451��ʾ0msͨ�ö��r����������ݔ����̖���ݔ��“out t0 k30”��k30��ʾ3000ms����3�롣 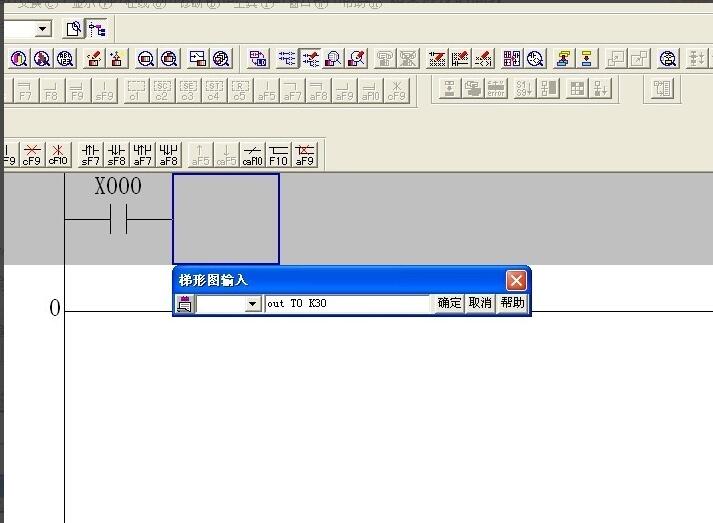 ������Ӌ�r�Y������Ҫ��ݔ����̖���@��ݔ����̖���Կ����ⲿ�O��Ҳ�������龯ʾ�����҂���Y0����ݔ���� 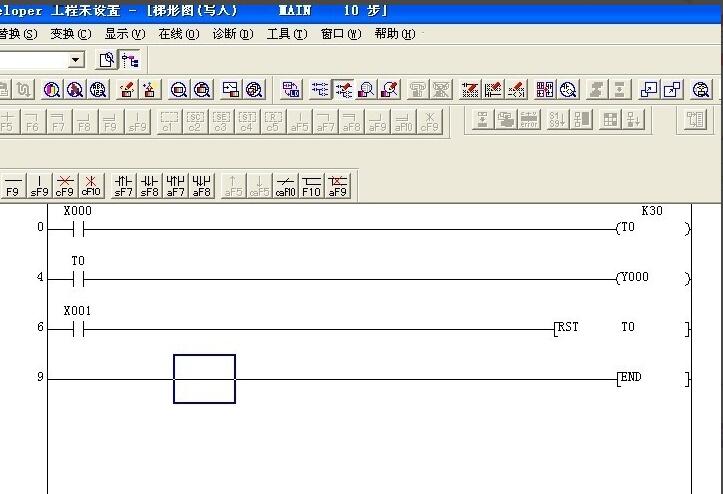 ������Ӌ�r�Y������������_Ӌ�r��Ҳ����λ���@�rӋ�r�����������ֵ���҂��������ӏ�λָ�C0��λ����ɺ�����c���yԇ���o�M�з��档 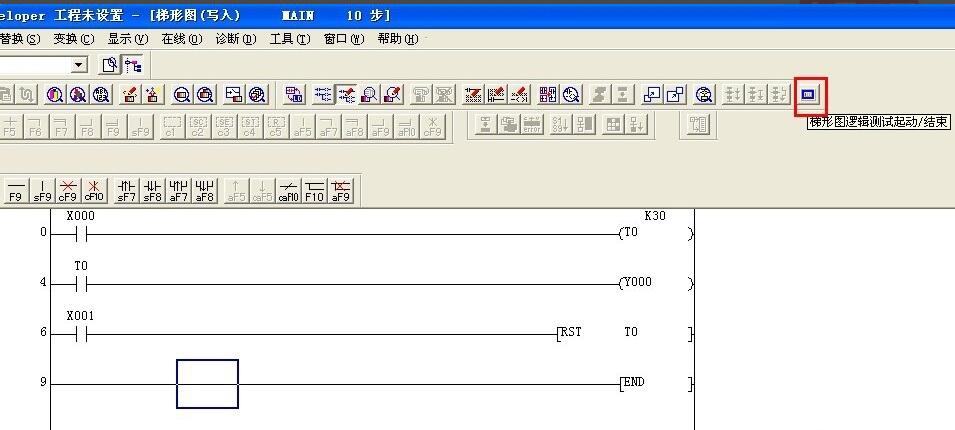 ������߉�yԇ��Ԓ���������λԪ���O�خ��棬�c���ˆε�“ܛԪ��”Ȼ���x��“ܛԪ������”�x��X��Y���@�r�Ϳ��Ԍ����������ݔ���ݔ���M�в����ͱO�ء� 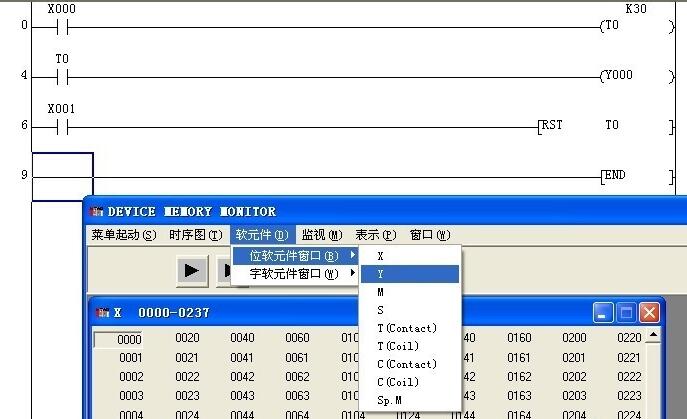 ������Xݔ�댦Ԓ���У����c��һ��ݔ�밴�o���Ԍ�ݔ�����i���c��ɴ����i��������c��X0��ȴ�3�룬�@�rY0��ݔ�����@�r����c��ɴ�X1�t�Ɍ�Ӌ�r����λ����λ������Ӌ�r�� 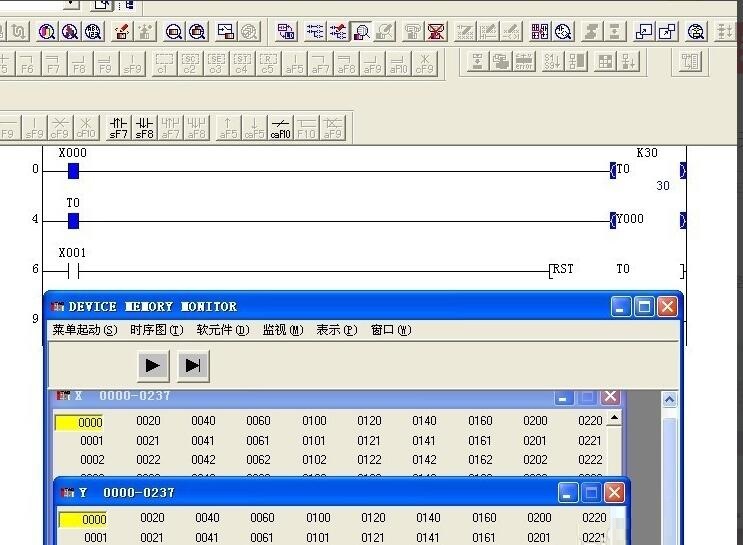 �������Ͼ�С������������PLC����ܛ��GX Developer����Ӌ�rָ��ķ���������Ҫ�������s�o�������@ƪ����Ŷ�� ʹ�þ����Z�Ԍ��ij�������ÿ�lָ�����Ӌ��Cһ���ض��Ļ������������Գ���ռ�Ãȴ��١�����Ч�ʸߡ� |
��ܰ��ʾ��ϲ�g��վ��Ԓ��Ո�ղ�һ�±�վ��
��վ�l����Win7������ϵ�y��Win10�������XP������ϵ�y�H�邀�ˌW���yԇʹ�ã�Ո�����d��24С�r�Ȅh�������������κ��̘I��;����t�����ؓ��Ո֧��ُ�Iܛ����ܛ����
��վ�����YԴȫ�������ھW�j�YԴ,���ַ������ę���,Ո���r֪ͨ�҂�(),�҂������r̎��.
Copyright © 2018-2020 �}��ϵ�y���dվ �֙Cվ �P�ڱ�վ
